1. 焊接機(jī)器人的發(fā)展歷程
自從世界上第一臺(tái)工業(yè)機(jī)器人UMMATE于1959年在美國(guó)誕生以來,機(jī)器人的應(yīng)用和技術(shù)發(fā)展經(jīng)歷了三個(gè)階段:
第一代是示教再現(xiàn)型機(jī)器人。這類機(jī)器人操作簡(jiǎn)單�����,不具備外界信息的反饋能力����,難以適應(yīng)工作環(huán)境的變化�����,在現(xiàn)代化工業(yè)生產(chǎn)中的應(yīng)用受到很大限制����。
第二代是具有感知能力的機(jī)器人。這類機(jī)器人對(duì)外界環(huán)境有一定的感知能力�����,具備如聽覺��、視覺���、觸覺等功能�����,工作時(shí)借助傳感器獲得的信息��,靈活調(diào)整工作狀態(tài)����,保證在適應(yīng)環(huán)境的情況下完成工作��。
第三代是智能型機(jī)器人��。這類機(jī)器人不但具有感覺能力��,而且具有獨(dú)立判斷���、行動(dòng)�����、記憶����、推理和決策的能力,能適應(yīng)外部對(duì)象��、環(huán)境協(xié)調(diào)地工作��,能完成更加復(fù)雜的動(dòng)作���,還具備故障自我診斷及修復(fù)能力�����。
焊接機(jī)器人就是在焊接生產(chǎn)領(lǐng)域代替焊工從事焊接任務(wù)的工業(yè)機(jī)器人�。早期的焊接機(jī)器人缺乏“柔性”����,焊接路徑和焊接參數(shù)須根據(jù)實(shí)際作業(yè)條件預(yù)先設(shè)置,工作時(shí)存在明顯的缺點(diǎn)�����。隨著計(jì)算機(jī)控制技術(shù)���、人工智能技術(shù)以及網(wǎng)絡(luò)控制技術(shù)的發(fā)展���,焊接機(jī)器人也由單一的單機(jī)示教再現(xiàn)型向以智能化為核心的多傳感、智能化的柔性加工單元(系統(tǒng))方向發(fā)展�。
2. 焊接機(jī)器人控制系統(tǒng)
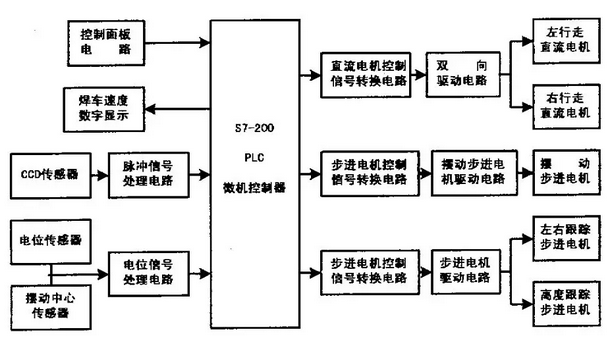
某焊接機(jī)器人的微機(jī)控制系統(tǒng)硬件主要由S7-200型PLC微機(jī)控制器與各傳感器、電機(jī)的接口電路組成��。
采用S7-200控制器模塊有:CPU模塊�����、I/O模塊�、與D/A模塊,CPU模塊能實(shí)現(xiàn)復(fù)雜的實(shí)時(shí)控制功能�����,其指令執(zhí)行時(shí)間為�,有各種算術(shù)邏輯運(yùn)算指令及PWM運(yùn)算等復(fù)雜指令,有中斷響應(yīng)�����、高速脈沖輸出等功能�,有大量的位存儲(chǔ)器��、計(jì)數(shù)器與定時(shí)器�,及8K字節(jié)的EPROM等等;I/O模塊采用晶體管端口,有光耦隔離, 輸入����、輸出電壓24V,觸點(diǎn)開關(guān)頻率4KHz���;A/D與D/A模塊的模數(shù)轉(zhuǎn)換時(shí)間�����,分辨率12位���,輸入范圍、輸出范圍��。
機(jī)器人的主要輸入輸出接口
(1)I/O口
I/O輸入口���,包括焊接啟�����、停����、復(fù)位、焊接方式選擇及焊車和焊槍調(diào)整等16路開關(guān)量的輸入����,加之?dāng)[心光電傳感器開關(guān)量輸入,共用17路I/O輸入點(diǎn)��。
I/O輸出口�,三個(gè)步進(jìn)電機(jī)的3個(gè)使能和3個(gè)方向輸出��,兩個(gè)直流電機(jī)的2個(gè)使能和2個(gè)方向的輸出4個(gè)電源�、焊接、對(duì)中�、故障指示燈的輸出,共計(jì)14路I/O輸出��。
(2)A/D與D/A口
A/D輸入口��,5路擺幅���、擺速�、焊速����、左滯時(shí)����、右滯時(shí)A/D輸入��,1路中心位置傳感器���、前CCD焊車跟蹤和后CDD焊槍跟蹤兩路光電傳感器�����,共計(jì)8路A/D輸出��。
D/A輸出口��,焊縫跟蹤步進(jìn)電機(jī)的調(diào)頻的控制信號(hào)采用1路D/A輸出�,焊接的焊速數(shù)碼顯示的控制信號(hào)采用1路的D/A輸出��,共計(jì)使用兩路D/A輸出��。
(3)HSC高速計(jì)數(shù)器
擺動(dòng)步進(jìn)電動(dòng)機(jī)的擺幅檢測(cè)使用HSC1高速計(jì)數(shù)器,通過檢測(cè)步進(jìn)電動(dòng)機(jī)的步頻,精確地實(shí)現(xiàn)擺幅制控制����。
(4)PWM脈寬調(diào)制
兩路直流電機(jī)的調(diào)速����,通過PLC主機(jī)的Q0.0���、Q0.1輸出的PWM高速脈寬調(diào)制信號(hào),控制直流電機(jī)驅(qū)動(dòng)電路,將PLC模塊輸出的PWM脈沖信號(hào)變換成可調(diào)的直流電機(jī)驅(qū)動(dòng)電壓信號(hào)���。
圖1 焊接機(jī)器人微機(jī)控制系統(tǒng)電路組成圖
機(jī)器人技術(shù)是綜合了計(jì)算機(jī)、控制論�����、機(jī)構(gòu)學(xué)�����、信息和傳感技術(shù)���、人工智能、仿生學(xué)等多學(xué)科而形成的高新技術(shù)��,當(dāng)前對(duì)機(jī)器人技術(shù)的研究十分活躍���。
從目前國(guó)內(nèi)外研究現(xiàn)狀來看���,焊接機(jī)器人技術(shù)研究主要集中在焊縫跟蹤技術(shù)��、離線編程與路徑規(guī)劃技術(shù)����、多機(jī)器人協(xié)調(diào)控制技術(shù)����、專用弧焊電源技術(shù)、焊接機(jī)器人系統(tǒng)仿真技術(shù)�、機(jī)器人用焊接工藝方法、遙控焊接技術(shù)等七個(gè)方面����。下面將著重介紹移動(dòng)式焊接機(jī)器人的焊縫跟蹤系統(tǒng)。
3. 移動(dòng)式焊接機(jī)器人的DSP焊縫跟蹤系統(tǒng)
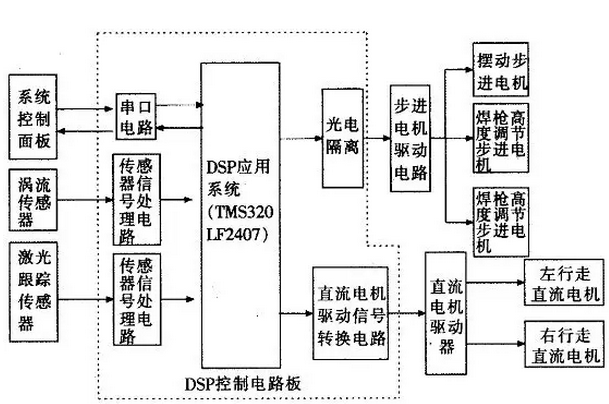
在整個(gè)焊接過程中��,焊接機(jī)器人要自動(dòng)尋找焊縫����,實(shí)施焊縫的自動(dòng)跟蹤和機(jī)器人位姿的自動(dòng)調(diào)整。顯然焊接機(jī)器人系統(tǒng)是一個(gè)復(fù)雜的實(shí)時(shí)多任務(wù)控制系統(tǒng)�,系統(tǒng)選用TMS320LF2407作為整個(gè)控制系統(tǒng)的核心����,運(yùn)行速度快��,具有強(qiáng)大的運(yùn)算功能和豐富的外圍資源����,可以大大簡(jiǎn)化電路設(shè)計(jì),提高系統(tǒng)的可靠性�����。另外�����,TMS320LF2407具有強(qiáng)大的數(shù)字信號(hào)處理能力和運(yùn)算能力����,便于各種先進(jìn)的控制算法和跟蹤算法在系統(tǒng)上的實(shí)現(xiàn)����,提高了系統(tǒng)的智能化程度。整個(gè)焊接機(jī)器人的控制系統(tǒng)如圖所示��。
圖2 焊接機(jī)器人控制系統(tǒng)圖
TMS320LF2407作為整個(gè)控制系統(tǒng)的核心,負(fù)責(zé)控制過程中信息的處理與運(yùn)算�。DSP應(yīng)用系統(tǒng)接收控制面板輸入的數(shù)據(jù)和激光焊縫跟蹤傳感器檢測(cè)到的數(shù)據(jù)信息,確定焊接機(jī)器人在焊接過程中的控制參數(shù)和機(jī)器人位姿��,通過焊縫跟蹤算法確定控制參數(shù)對(duì)2個(gè)驅(qū)動(dòng)輪進(jìn)行調(diào)速���,實(shí)現(xiàn)對(duì)焊縫的跟蹤���。同時(shí)根據(jù)控制面板輸入的焊接參數(shù),調(diào)節(jié)焊槍擺動(dòng)的速度�����、角度和幅值���,協(xié)調(diào)整個(gè)焊接過程���,同時(shí)也對(duì)焊縫跟蹤過程中的故障進(jìn)行處理。
控制系統(tǒng)選用GAL16V8(可編程邏輯陣列)負(fù)責(zé)綜合底層控制邏輯以及時(shí)序的處理���, 簡(jiǎn)化了外圍電路設(shè)計(jì)�����,提高了系統(tǒng)的可靠性�。在系統(tǒng)運(yùn)行過程中,選用PIC芯片作控制盒的CPU���,主要負(fù)責(zé)各種參數(shù)的設(shè)定以及焊接過程中各種實(shí)時(shí)狀態(tài)信息的顯示�,比如焊接速度�����、小車的行走方式等�。系統(tǒng)采用接口方式進(jìn)行通信 并對(duì)傳輸信號(hào)進(jìn)行屏蔽與隔離,降低了系統(tǒng)對(duì)噪聲的敏感度����。為了提高控制系統(tǒng)的可靠性,減少軟件工作量��,提高系統(tǒng)的響應(yīng)速度���,伺服驅(qū)動(dòng)系統(tǒng)選用了專門的直流電機(jī)和步進(jìn)電機(jī)驅(qū)動(dòng)器。此外�,在進(jìn)行系統(tǒng)設(shè)計(jì)時(shí),所有的輸入和輸出信號(hào)都進(jìn)行了光電隔離����,以提高系統(tǒng)的抗干擾能力�����,保證系統(tǒng)的安全�����,穩(wěn)定的運(yùn)行�。
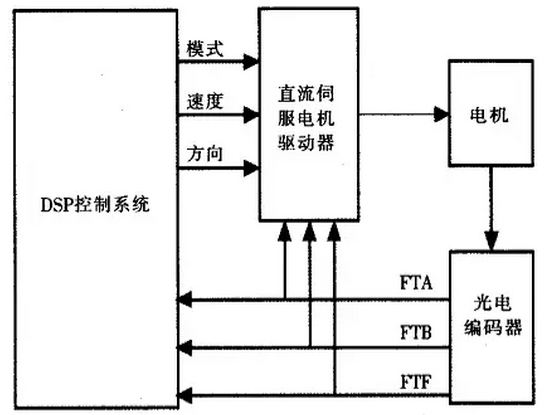
3.2移動(dòng)式焊接機(jī)器人DSP焊縫跟蹤的電機(jī)伺服驅(qū)動(dòng)系統(tǒng)
跟蹤伺服系統(tǒng)采用無刷直流電動(dòng)機(jī)和專門設(shè)計(jì)的驅(qū)動(dòng)器來可靠完成電機(jī)的伺服驅(qū)動(dòng)�����,此系統(tǒng)可工作于速度控制和位置控制2種模式下�,實(shí)現(xiàn)速度閉環(huán)和位置閉環(huán)控制,驅(qū)動(dòng)伺服系統(tǒng)如圖2所示�。在機(jī)器人進(jìn)行焊縫跟蹤的過程中,DSP控制系統(tǒng)給出左右輪的速度碼���,送入直流電機(jī)驅(qū)動(dòng)器實(shí)現(xiàn)對(duì)兩輪速度進(jìn)行控制���。與電機(jī)軸相連的光電編碼器產(chǎn)生2個(gè)相位差的準(zhǔn)正弦信號(hào)FTA和FTB,用正弦信號(hào)的頻率表示轉(zhuǎn)速�����,2個(gè)信號(hào)的相位差表示電機(jī)的轉(zhuǎn)向,通過將這2個(gè)信號(hào)反饋到驅(qū)動(dòng)器實(shí)現(xiàn)轉(zhuǎn)速的閉環(huán)控制�����。同時(shí)�,由光電編碼器產(chǎn)生的另一個(gè)信號(hào)FTF送入DSP系統(tǒng),以判斷電機(jī)的絕對(duì)位置原點(diǎn)�,實(shí)現(xiàn)位置的閉環(huán)控制。DSP系統(tǒng)將激光傳感器傳送的信息經(jīng)過適當(dāng)?shù)倪\(yùn)算后完成車體的位姿推算����,根據(jù)跟蹤算法獲得焊縫跟蹤的控制律,通過控制兩驅(qū)動(dòng)輪的差動(dòng)調(diào)速實(shí)現(xiàn)焊縫的跟蹤��。
圖3 焊縫跟蹤電機(jī)伺服系統(tǒng)
4. 動(dòng)式焊接機(jī)器人焊縫跟蹤控制算法
由于輪式焊接機(jī)器人和焊件之間是滾動(dòng)接觸,其線速度垂直于輪軸,因而存在非完整約束,系統(tǒng)具有不可積分性���。因此焊縫的跟蹤問題變得更加困難和復(fù)雜�����,所涉及的焊接機(jī)器人系統(tǒng)采用Lyapunov函數(shù)設(shè)計(jì)控制程序����,實(shí)現(xiàn)對(duì)焊縫的跟蹤�。
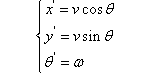
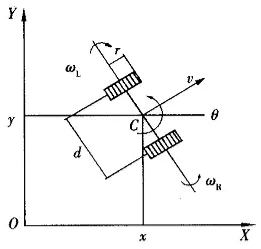
運(yùn)動(dòng)學(xué)模型如圖3所示,其中數(shù)學(xué)描述為:
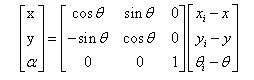
其中��,(x��,y)為焊接機(jī)器人的位置����,為其方位角;v���,w�����,為其平動(dòng)速度和角速度�����,是運(yùn)動(dòng)學(xué)模型的控制輸入���。將焊縫跟蹤問題簡(jiǎn)化為具有位姿和速度v,w的目標(biāo)跟蹤問題。因此可得到移動(dòng)機(jī)器人位姿誤差為:
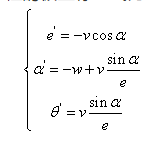
機(jī)器人在移動(dòng)過程中約束方程的極坐標(biāo)形式為:
其中����,e為機(jī)器人與目標(biāo)點(diǎn)的距離,為機(jī)器人主軸與目標(biāo)方向的偏轉(zhuǎn)角度����。
圖4 輪式焊接機(jī)器人運(yùn)動(dòng)學(xué)模型
輪式焊接機(jī)器人的運(yùn)動(dòng)模型屬于非線性系統(tǒng),因此方便使用Lyapunov構(gòu)造控制律����,選取函數(shù)F(x)為系統(tǒng)的控制Lyapunov函數(shù),該函數(shù)必須滿足正定���、徑向無界 ���、存在全局控制律3個(gè)條件,針對(duì)焊接機(jī)器人的運(yùn)動(dòng)學(xué)特性和焊接跟蹤的要求�,選取
則:
為滿足系統(tǒng)的穩(wěn)定性要求,選擇控制律為:
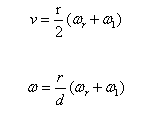
通過迭代可以獲得移動(dòng)式焊接機(jī)器人在下一個(gè)控制周期的平動(dòng)速度和角速度v,w���,運(yùn)用公式運(yùn)算����,可得到直接控制變量左右輪的角速度:
6. 焊接機(jī)器人控制系統(tǒng)的發(fā)展趨勢(shì)
機(jī)器人控制系統(tǒng)將重點(diǎn)研究開放式、模塊化控制系統(tǒng)����。向基于PC機(jī)的開放型控制器方向發(fā)展,便于標(biāo)準(zhǔn)化��、網(wǎng)絡(luò)化�;器件集成度提高����,控制柜日見小巧,且采用模塊化結(jié)構(gòu)��;大大提高了系統(tǒng)的可靠性�、易操作性和可維修性?��?刂葡到y(tǒng)的性能進(jìn)一步提高���,已由過去控制標(biāo)準(zhǔn)的6軸機(jī)器人發(fā)展到現(xiàn)在能夠控制21軸甚至27軸,并且實(shí)現(xiàn)了軟件伺服和全數(shù)字控制����。計(jì)算機(jī)語言、圖形編程與人的交流界面更加友好。機(jī)器人控制器的標(biāo)準(zhǔn)化和網(wǎng)絡(luò)化�����,以及基于PC機(jī)網(wǎng)絡(luò)式控制器已成為研究熱點(diǎn)���。編程技術(shù)除進(jìn)一步提高在線編程的可操作性之外�����,離線編程的實(shí)用化將成為研究重點(diǎn)�����。
此外���,焊接機(jī)器人的遙控及監(jiān)控技術(shù)、機(jī)器人半自主和自主技術(shù)�����、多機(jī)器人和操作者之間的協(xié)調(diào)控制����,通過網(wǎng)絡(luò)建立大范圍內(nèi)的機(jī)器人遙控系統(tǒng)�����,在有時(shí)延的情況下���,建立預(yù)先顯示進(jìn)行遙控等方面都是未來焊接機(jī)器人的發(fā)展方向。